

呼和浩特优质车门分装线厂

双联机桁架机械手的特性:1、针对法兰盘、齿轮、轴承内外圈、电机零部件、汽车轮毂灯盘类零件和轴类、销子、阀芯灯轴类零件的五人加工系统。2、料仓依据理论产品配置,选配翻转台是,能够完成零件的正反两个工序3、采用一拖二的方式(一台机械手带两台机床)或二拖二,分摊到单台机床的本钱低,适合大多数有两个工序的零件。4、采用封装技术,整体消费、运输、装置和调试,料仓和机器人一体化,在顾客现场调试时间短5、特别适合用户现场机床的改造。双联机数控机床机械手应用范畴:普遍应用于汽车、摩托车、电动车、LED、电子电器、通讯设备、齿类、轴承、安防、工程器械卫浴、厨具、生活用品等行业的零配件加工范畴。双联机桁架机械手末端安装包括启动旋转缸、气入手指、夹具,研发团队依据数控车床加工工件的装夹工艺央求配置合适的末端安装,满足各种轴类、圆形工件、环形工件、方形工件、异性工件等其他奇特工件,以内撑或外爪等方式施行快速、精确装夹央求。

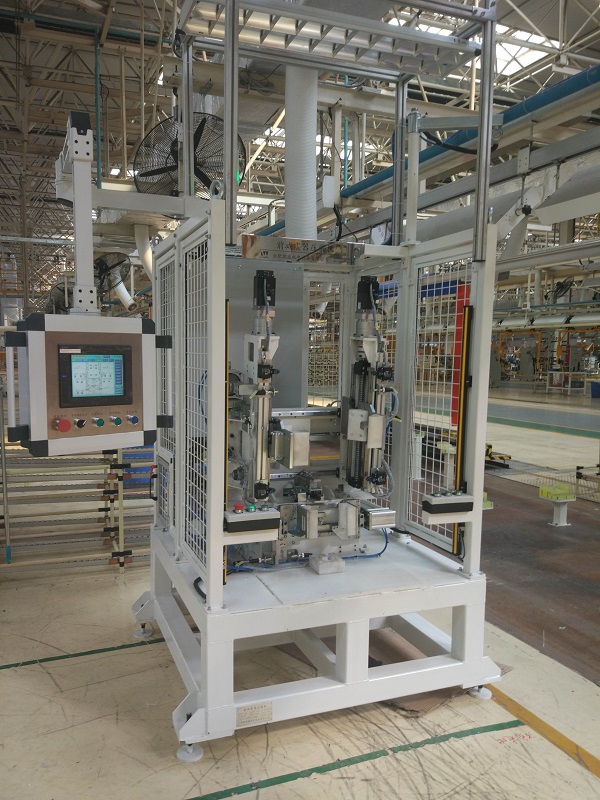
随着我国配备制造业转型晋级,在市场需求和技术进步双重作用下,双联机桁架机械手操作其实很简单,让人可以参与监测消费的过程,对无人化是逐渐替代的这其实愈加适合外乡企业的现有的消费管理方式 更接地气理想可行。但无人化消费又是大势所趋,将来的角色我们拭目以待。双联机桁架机械手采用自主开发的新型桁架构造,主横梁采用滑块导轨的传动方式;竖梁可选多种驱动方式,构造小巧笨重,完成零件的两个工序(或单一工序)的加工,组成一套机器人完成两台机床上下料的全自动消费线。此双联机桁架机械手推荐在数控车床上运用,中止圆盘类和轴类零件的自动化加工,特别适合于加工节拍短、消费批量大的场所。由于规范的模块化设计,能够对正在运用的设备中止改造,并且对机床设备的改造量小,改造后还能够随时在自动上下料消费方式和手动上下料消费方式之间中止转换,从而不会由于设备停机影响消费。

桁架机械手自投入消费运用,对比工业机器人,投资本钱低,性能也稳定,可完成高精度,应用范畴宽广,深受宽广中小加工企业的喜欢! 我们不断秉持:客户需求至上、产质量量至上、效劳至上的运营理念,深深根植于每位利华美人所从事的一切工作中,我们获得竞争优势,让客户安心、满意。桁架机械手作为一种直角坐标机器人,因其机构相对简单,性价比高,近年来得到许多机床加工企业的喜欢。目前,国内已有的关节式机器人结构复杂,本钱较高。由于部门机床上下料加工消费线用上下料加工过程相对简单,于是开发适宜机床自动化桁架式机械手响应了市场恳求,特别是展开以大批量消费为主的机床上下料加工的必然趋向,同时对机床的智能化展开也有重要的意义。针对数控车床,设计了与其配套的上下料桁架机械手,不光动作 可靠平稳,而且结构简单、工艺性好,使其既能满足功用恳求又具有良好的经济性。

1、桁架机器人可按计划控制产量,对客户有肯定交货期,坚持良好商誉和竞争力;2、运用桁架机器人员工不测伤害风险会大大减小;3、在正常消费时由桁架机器人取出制品,机器周期固定,废品稳定性好,质量更高;4、人会疲倦,而桁架机器人不会疲倦、不用休息,特别能在夜班发挥大功用;5、消费技术人员单一,管理良性化,可完成桁架机器人管理人;6、桁架机器人配合保送带还可愈加节约人力,减少人工工资。每台桁架机器人能俭省6-8个人,大大降低企业本钱支出。桁架机器人相比于人工的优势!!桁架机器人是能模仿人手和臂的某些动作功用,固定程序抓取、搬运物件或操作工具的自动操作装置。它可替代人繁重的膂力劳动以完成消费的机械化和自动化,能在有害环境下操作以维护人身安全,因而普遍应用于机械制造、冶金、电子、轻工和原子能等部门。桁架机器人主要是应用于数控机床,CNC加工中心等行业。
随着计算机技术和人工智能技术的飞速开展,使机器人在功用和技术层次上有了很大的进步,挪动机器人和机器人的视觉和触觉等技术就是典型的代表。由于这些技术的开展,推进了机器人概念的延伸。80年代,将具有觉得、考虑、决策和动作才能的系统称为智能机器人,这是一个概括的、含义普遍的概念。这一概念不但指导了机器人技术的研讨和应用,而且又赋予了机器人技术向深广开展的宏大空间,水下机器人、空间机器人、空中机器人、空中机器人、微小型机器人等各种用处的机器人相继问世,许多幻想成为了理想。将机器人的技术(如传感技术、智能技术、控制技术等)扩散和浸透到各个范畴构成了形形色色的新机器——机器人化机器。当前与信息技术的交互和交融又产生了“软件机器人”、“网络机器人”的称号,这也阐明了机器人所具有的创新生机。

呼和浩特车门分装线往常关于精密注塑成型来说成型周期就是消费效率。所以就恳求注塑设备具有更快更稳定。接正题,全自动成型恳求高速机械手取出时间在2秒之内完成,普通也在3秒钟之内,过长就影响周期。接着说要想取出时间短,那就要控制开模距离在不影响机械手取出的情况下尽量的小。取出降落,引拔,下避等动作速度恳求是极限100%,关于不好取出有斜销的产品,下避速度可以恰当放到10%左右,车门分装线厂或者更低。但是在全自动运转取出稳定的情况下,要恰当提升下避速度而抵达取出时间最短成型周期快的目的。设定动作方式的时分一定要看几个产品,有无料头,好取不好取等,位置的设定很重要,没有好的位置你怎样都取不出产品的。这里在说下接近等候位置,由于是伺服电动马达控制,优质车门分装线所以接近等候位置在不与模具机台发作碰撞的前提下,越低越好。普通取不出产品就是由于漏气,吸附压力达不到而构成。所以位置是调机械手最最重要的;补充一点,取出的最佳位置就是刚贴近产品,而不是压的很紧。

